








Hvof thermal spraying
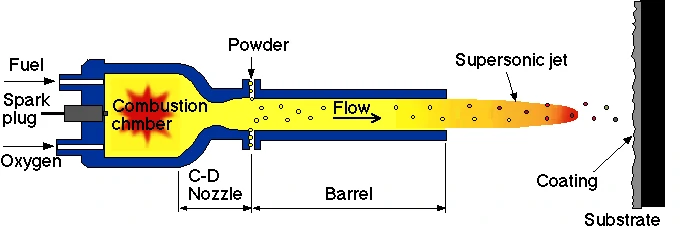
Supersonic flame spraying, also known as HVOF, is a process of mixing gaseous or liquid fuel with high-pressure oxygen and burning it in a specific combustion chamber or nozzle. The high-temperature, high-speed combustion flame flow is used for spraying. Supersonic flame speed is very high, but the temperature is relatively low, about 3000℃. For WC-Co cemented carbide, it can effectively control the decomposition of WC during the spraying process. The coating not only has high bonding strength, but also is dense and has excellent wear resistance. Its wear resistance is much higher than that of plasma spray coating, equivalent to that of explosion spray coating, and also higher than that of electroplated hard chrome layer and spray melting layer, and is widely used.

Compared with general electroplating processes, supersonic flame spraying technology has the characteristics of flexible process, convenient operation and wide adaptability. Since the supersonic flame sprayed tungsten carbide coating can quickly deposit a wear-resistant and corrosion-resistant coating with high hardness, its comprehensiveness in replacing electroplated hard chrome, including the effect of the coating on the fatigue performance of the substrate, the friction and wear of the coating, and the toughness, has been improved. Supersonic flame spraying technology not only effectively controls the pollution problem of electroplating, but also greatly saves production costs. The entire metal surface repair process is not affected by the operating environment. It is an innovative process for metal additive manufacturing.
Advantages
1. High coating hardness. The microhardness (HV) of the sprayed WC-Co coating can reach up to 1600, which is equivalent to that of sintered materials. It effectively uses kinetic energy and controlled heat output, has good density, precise and uniform structure, and very low porosity (less than 1%). The residual internal stress of the coating is small, so the thickness of the sprayed coating cannot be achieved by the thickness of the coating obtained by general thermal spraying. The coating and the substrate have strong bonding strength, some of which can exceed 83 MPa (12,000 PSI). WC-CoCr is developed on WC-Co, and is characterized by good corrosion resistance, fatigue resistance and friction and wear resistance.
2. Supersonic flame spraying has the characteristics of good processability (spraying distance 150~380mm), low flame temperature (generally between 2900~3300℃), and higher particle speed. The flame and spraying particle speed can reach 2000m/s, and the spraying particles can exceed 650m/s. Compared with plasma spraying and arc spraying, the temperature is lower, the contact time between particles and the surrounding atmosphere is short, and the powder oxidation and burning loss are small. It is suitable for spraying easily oxidized powder materials such as carbides.
3. The HVOF-sprayed tungsten carbide coating has good high temperature oxidation resistance and erosion resistance. The WC-17Co, WC-12Co, and NiCrBSi+35WC coatings prepared by HVOF have very good high temperature oxidation resistance and erosion resistance. Among them, the WC-17Co coating exhibits excellent erosion resistance.
4. Tungsten carbide coating sprayed by high velocity flame has high thermal fatigue resistance. Tungsten carbide coating was sprayed by HVOF technology, and the thermal fatigue resistance of the coating was studied. The test results show that the HVOF coating remains intact after the thermal shock test without any defects such as cracks and peeling. This fully demonstrates that the HVOF coating has very high thermal fatigue resistance.
5. Compared with explosion spraying, although supersonic flame spraying also uses fuel combustion to form supersonic airflow, the latter is a continuous and uniform high-speed flame flow, while the former is pulsating, and the residual gas in the barrel must be removed synchronously with inert gas.
6. The coating has good wear and corrosion resistance. The surface is usually polished and smooth, and can also be polished and/or super-polished.
7. The equipment is simple and flexible to operate and easy to maintain. It can spray objects of various specifications and shapes, and is particularly suitable for large-area coatings and can be operated in the field. The supersonic flame spraying process is adopted, and ceramic materials are selected to spray ceramic coatings on the surface of the guide roller. The processing ensures that the coating thickness is not less than 0.6mm, and the surface roughness can reach Ra0.8, ensuring that the coating is well bonded, without sand holes, pores, peeling, etc., effectively improving the surface use strength of the guide roller after thermal spraying.